
为了提高电镀硬铬产品的质量和合格率,使产品的性能达到稳定性和均匀性。特制定如下工艺流程和要求:

一、硬铬工艺流程及要求
一)、硬铬工艺流程:
机械预处理→预除油→上挂具→安装屏蔽物→除油→水洗→除锈→水洗→阳极腐蚀→镀硬铬→水洗→卸屏蔽物和挂具
1、 机械预处理:
机械精加工:.后一道磨痕要细,是它很容易抛光掉(不然磨痕会在镀铬时引起麻点和气痕)。
2、 预除油:
三氯乙烯或过氯乙烯除油。
3、 上挂具:
选择或制造适合的挂具安装。
4、 安装屏蔽物:
安装辅助阴极和辅助阳极、在不要镀铬的部位涂漆和蜡或包裹塑料薄膜。
5、 除油:
用专用除蜡水除油。
6、 水洗:
水洗需彻底:零件润湿需均匀。
7、 除锈:
用15%-20%的稀硫酸溶液除锈。
8、 阳极腐蚀:
阳极腐蚀工艺:
铬酐120-350 g/l,
硫酸:10 g/l,
阴极:与镀铬阳极同,
温度:与镀铬温度相同,
电流:30-50A//dm2,
时间:视基体而定。
9、 镀铬:
给电前预热:使零件温度接近或等于镀液温度。
给电方式:铸铁件镀铬先用冲击电流电镀,然后再恢复到正常电流密度;合金钢件镀铬采用阶梯式给电;铬上镀铬先进行阳极浸蚀然后阶梯式给电。
二)、槽液的要求及控制:
1、槽液的成份及工艺条件:
CrO3: 240-260g/l
H2SO4: 2.4-3.0g/l
Cr3+: 2.2-2.8g/l
温度: 50-55℃
阴极电流密度: 25-35A/dm2
S阴极面积:S阳极面积 1:2.5-3
2、每周对槽液进行两次分析,控制槽液在工艺范围内。
3、根据化验结果补加材料,要求溶解好后加入镀槽中,并做好记录。
三)、设备的要求:
1、电源:对直流电源应发挥其应有效率,一般的利用率不低于65%、不高于85%。波纹系数不高于5%。
2、铜排、阴阳极杆应根据电源的要求配制,以免在生产过程中发热,损失电能,使电流不能有效输出。
3、阳极:阳极面积应是阴极的2.5-3倍,在实际生产中以挂满为标准。
4、挂具:挂具应根据产品的不同而设计,总的原则是导电好。
5、槽体:溶液体积大一点,成份变化小,同时可适应大工件操作。
四)、操作要求:
1、做好半成品毛坯的检查,对不合格的毛坯能修复的做好修复工作,不能修复的另行处理。
2、经检验合格的毛坯按公差大小分类,转入下一道工序。
3、按电镀硬铬的工艺流程进行操作。
五)、电镀注意事项:
1、毛坯前处理应干净。
2、毛坯在槽液中预热应充分,工件温度应接近槽液温度。
3、电镀过程中温度变化应控制在±2℃范围内。
4、镀铬零件进入槽液内离液面不应低于50mm。
二、电镀硬铬电源的特点
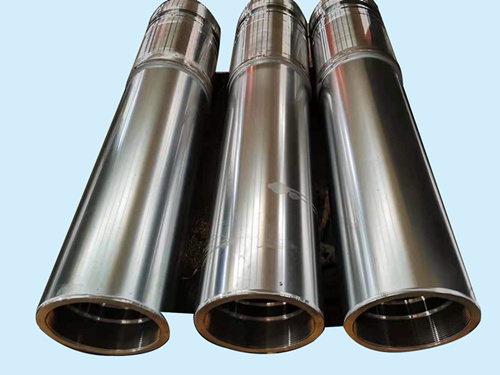
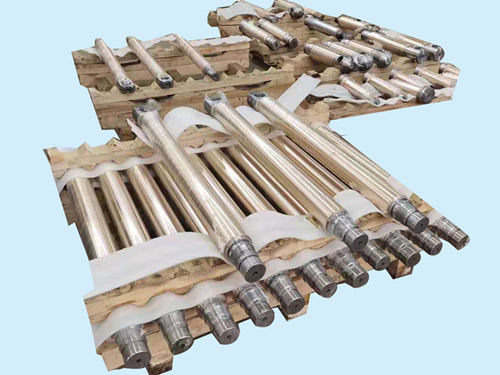
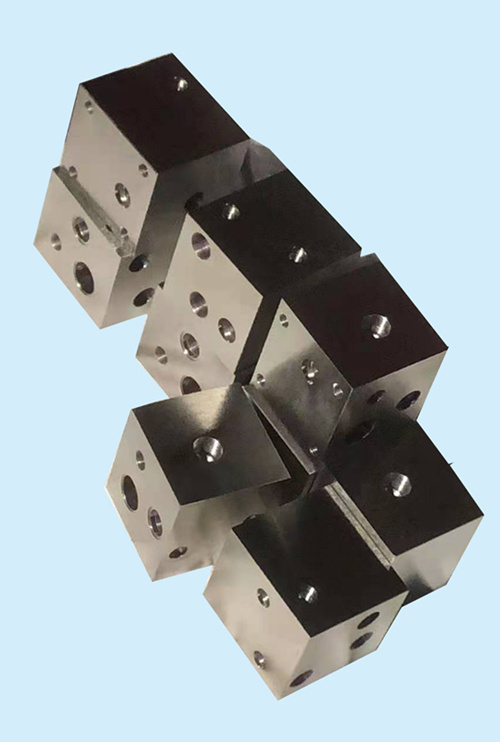
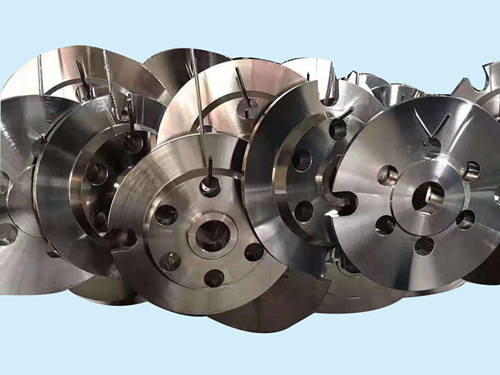
1、广泛应用于钢铁厂轧辊,电机厂轴承以及发坳机耐磨工件(活塞环,缸)等镀硬铬以及装饰镀铬和深孔镀铬,是新一代镀铬专用电源;
2、以先进的逆变技术为核心,主控制系统采用特有的多环控技术,保证产品的可靠性和高精度控制性能,严格的质量管控,完善的保护功能,全面提升产品稳定性。
3、采用纳米基材料的主高频变压器,以进口大功率绝缘栅双极型晶体管“IGBT”模块为主功率器件,优质选材,确保品质。
4、先进散热设计理念,多种散热方式互补,确保产品的高效稳定。
5、全数字化设计,控制更精准。支持总线控制,可组建中央控制电源系统便于管理、提高效率。
6、模块开关电源设计,通过设计N+1冗余电源系统实现容量扩展,提高电源系统的可靠性可用性(一组烧坏,另一组自动启动,不影响生产),缩短维修维护时间,使企业产生更大的效益。
7、保护功能完备:具有缺相、过压、欠压、短路、过流、过热、(缺水)等保护,全方位呵护设备。
 电话:13759933313
电话:13759933313 邮箱:614416075@qq.com
邮箱:614416075@qq.com 地址:西安市鄠邑区沣京工业园沣四路9号(表面精饰园)
地址:西安市鄠邑区沣京工业园沣四路9号(表面精饰园)












 当前位置:
当前位置:

 热门推荐
热门推荐



 您有2条未读询盘信息!
您有2条未读询盘信息!




